The gas injection process in aluminum die casting: Paving the way for innovations in industry and design
The gas injection process in aluminum die casting - Paving the way for innovations in industry and design
As part of the EU research and innovation program “Horizon 2020”, we, as a consortium with other companies from all over Europe, have received approval for the gas injection project “MAGIT” (Magnesium and Aluminum Gas Injection Technology).






This project involves the gas injection process, in which non-removable component cavities in aluminum die casting can be produced during the casting process. This process is already successfully used in plastic injection molding and has now been transferred to the die casting process with metallic melts.

The gas injection process in aluminum die casting - Paving the way for innovations in industry and design
The gas injection process optimizes aluminum die casting through improved efficiency, reduced costs, and higher component quality.

The introduction of gas injection technology in die casting brought great challenges – but the learning processes strengthened confidence in its potential.

The gas injection technology in die casting is optimized – now it is time to transfer it to series production.

Get exclusive insights into our gas injection project and discover the advantages of this innovative technology.

ALUWAG AG triumphs at WPO-Impuls 2024 with innovative gas injection technology

An insight into our innovations through Foundry-planet.com

The gas injection process is an innovative technology that opens up new possibilities in the field of aluminum die casting.

Introduction of the team responsible for the gas injection project.

The innovative gas injection technology explained in a video.

As part of the research and innovation program “Horizon 2020”, our consortium is successfully funded.
As part of the research and innovation program „Horizon 2020“, our consortium has been successfully funded.

The trade journal „Aluminium Praxis“ reported on the participation of ALUWAG AG in the „Magit“ gas injection project.

ALUWAG AG receives approval for two projects of the EU research program „HORIZON 2020“
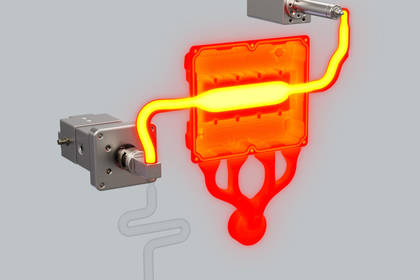
With this technology, the still liquid melt inside the component is displaced into an opening secondary cavity by means of gas injection during the cooling phase - thus a hollow channel is formed in the component. The great advantage of this technology is that channels with deflections (–> conventionally non-removable) can be produced.
The process is suitable for both media-carrying and weight-saving hollow channels.









H2020-EIC-FTI-2018-2020
This project has received funding from the European Union‘s Horizon 2020 research and innovation programme under grant agreement No 950866.